Which method is better?
Unfortunately, we cannot tell you which method is better.
Our lab uses both methods, depending on the material to be analyzed, the size of the sample, and how it is mounted. We find both methods are complimentary in a service lab like ours where samples are so varied.
However, in an environment with minimal variability, you can develop standard processes with a specific polishing tool that makes the most economic sense while providing excellent results.
This example in this application is a steel sample milled on the Leica EM TIC3X ion mill using the cross-sectioning stage. The Leica EM TXP targeting tool was used for sample trimming and polishing down to a 9um, diamond lap. This sample was not mounted in an epoxy puck but mounted directly on a SEM stub.
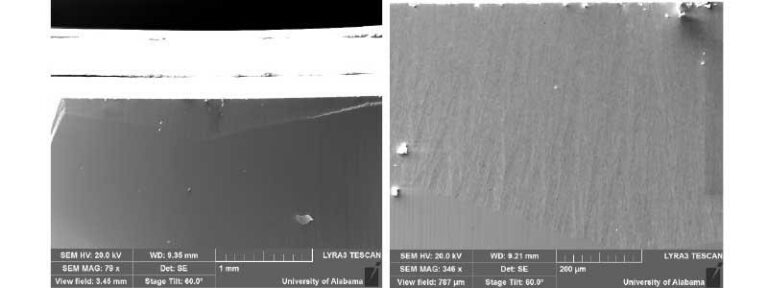
Figure 1 above shows 2 SEM images of the milled area of the sample. The lower magnification image shows the large milled area that is produced by the TIC3X. The higher magnification image shows the quality of the mill.
There is some topography on the sample that is localized away from the edge of the sample. This is due to the “slope” that builds up in the slope cutting technique as material is displaced from the sample. Despite this topography, EBSD data was successfully collected.