

Tariff Policy Simplified: Stability, Transparency, and Trust
Recent Blogs JHT Tariff Policy: Stability, Transparency, and Trust Stability,...
Read More
Demonstration Equipment: Beating The Tariff Trap
Recent Blogs Demonstration Equipment: Beating the Tariff trap In a...
Read More
The Case of the Missing SEMs: A Story of Quick Thinking, Teamwork & Tech Recovery
Recent Blogs The Case of the Missing SEMs: A Story...
Read More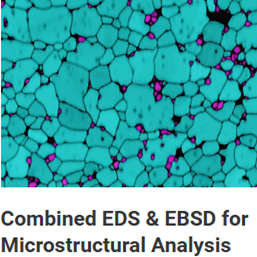
Bruker EDS & EBSD
Recent Blogs EDS & EBSD for SEM Adding Bruker EDS to your...
Read More
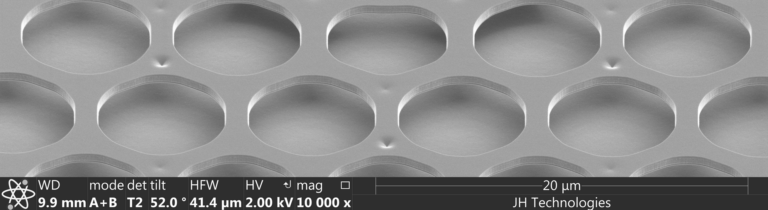
Student Friendly Scanning Electron Microscopes
Recent Blogs Student Friendly Scanning Electron Microscopes Scanning electron microscopes...
Read More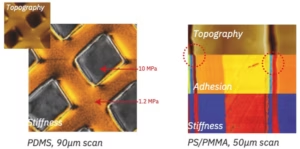
AFM Systems – CSI Atomic Force Microscopy
Explore high-performance x-ray inspection systems for electronics, batteries, semiconductors, and...
Read More
SEM Detectors – EDS, EBSD, and Micro-XRF
Our portfolio covers tabletop and floor-model SEMs from Oxford Instruments...
Read More
Industrial X-Ray Inspection Systems | NDT Equipment
Explore high-performance x-ray inspection systems for electronics, batteries, semiconductors, and...
Read More
SEM’s: Tabletop & Compact Floor Standing
Unlock the full potential of high-performance tabletop SEM capabilities with...
Read More
High Resolution Scanning Electron Microscopes—Full Size
Unlock the full potential of high-performance tabletop SEM capabilities with...
Read More
Accessories and Lenses
Complementing our comprehensive instrument offerings, we provide a diverse range...
Read More
Microscope Cameras And Software
In the rapidly evolving world of microscopy, having the right...
Read More
Compound Upright Microscopes
Compound microscopes for applications including education, materials manufacturing and research,...
Read More
Ergonomic Routine Stereo Microscopes
The standard in ergonomic microscopy. For users doing repeated rework...
Read More
Forensics Microscope
We offer a comprehensive range of forensic microscopy solutions designed...
Read More
Routine Inspection/Assembly Microscopes
Maximize quality control and achieve flawless assembly with our durable,...
Read More
Ergonomic Research Stereo Microscopes
Reproducible results are crucial in imaging, especially when capturing intricate...
Read More
Digital Microscope
In the era of cutting-edge technology, digital microscopes have revolutionized...
Read More